
Poli (tereftalato de etileno) PET
Em termos de reciclagem mecânica relacionado ao polímero pet o Brasil atualmente apresenta um dos maiores índices mundiais, o que corresponde a um percentual de 53%. Sua ampla diversidade de aplicações dá a possibilidade de utilização desde a indústria têxtil (multifilamento) até as indústrias alimentícias. As embalagens que foram recicladas e que possuem grau alimentício, poderão ser misturadas com a resina virgem em diversas proporções e reprocessadas para o uso.
”A síntese do pet é composta por duas ou três etapas, e para otimizar as condições de processamento do material usam-se co-monômeros e aditivos. No entanto, ocorrem reações de degradação (termomecânica e termo-oxidativa) no processo da síntese e no processo da reciclagem. Também ocorrem reações secundárias que formam o acetaldeído, oligômeros e o dietileno glicol. Estes contaminantes aceleram todo o processo de degradação do polímero pet e, afeta diretamente o produto final”.

Resina virgem

Resina PET amorfo

Resina, frascos e preformas
Resina reciclada com resina virgem
Principais aplicações e sua reciclagem
Apartir de 2005º pet fez parte de 20wt(%) dos RSU(Resíduos Sólidos Urbanos) coletados no Brasil.Sua produção corresponde a 9wt(%) da produção total dos polímeros no Brasil.
Com a publicação da portaria nº 987 da Secretaria se Vigilância Sanitária do Ministério da Saúde, em dezembro de 1998, tornou-se possível a utilização de bebidas carbonatadas não alcóolicas acondicionadas em embalagens multicamadas produzidas com resinas pós-consumo.
Em 26 de março de 2008 entra em vigor uma nova resolução RDC N.20/2008, que permite a utilização de PET pós-consumo reciclado grau alimentício, destinado a entrar em contato com alimentos. Embalagens de PET fabricadas com composições de PET virgem e pós-consumo reciclado, descontaminados(grau alimentício/grau alimentício e pós consumo reciclado).


Para isto as empresas precisam operar com tecnologias “Superclean” e “bottle-to-bottle”, que são as tecnologias aprovadas pelo FDA e pelo instituto Fraunhofer, da Alemanha.
Este processo bottle-to-bottle difere do reciclado em uma etapa, a qual é acrescentada para que se aumente a massa molar do polímero. É a etapa de policondensação.
Para não afetar a cor, apenas 10% de pet reciclado é misturado ao pet virgem afim se obter uma embalagem mais próxima ao padrão.
A principal aplicação do pet no Brasil é na indústria de embalagens71(%), onde inclui-se a indústria alimentícia 32%.
O PET pós-consumo é usado na indústria Têxtil para fabricação de fios, tapetes, carpetes 34wt(%), cordas 7wt(%), vassouras, escovas, cerdas(monofilamentos)2wt(%).
Resinas alquídicas, adesivos e tintas 16wt(%). O restante se destina a fabricação de tubos, laminados, embalagem de bebidas, etc.
Processos de Síntese do PET
A produção industrial do PET pode ser realizada em duas ou três etapas, dependendo de sua aplicação:
Pré-polimerização
Fabricação do oligômero tereftalato de bis(2-hidroxietileno), BHET. Aqui o poliéster pode ser fabricado por duas rotas, estas distintas: a) esterificação direta; e b) transesterificação. Da reação do ácido tereftálico (TPA) com etileno glicol (EG) obtem-se a esterificação direta. Na transesterificação é substituído o monômero ácido tereftálico pelo éster tereftalato de dimetileno (DMT), esta é a principal diferença.
Esterificação direta
O processo esterificação direta tem demostradoser o de preferênciapara produção industrial do PET. Isto se deve ao desenvolvimento de um método novo de purificação do monômero TPA. A partir da oxidação do p-xileno com ácido acético produz-se TPA.
O rendimento desta reação não é satisfatoriamente elevado e formam-se impurezas como 4-carboxibenzaldeído (4-CBA). Consequentemente, o grupo aldeído que se encontra presente no 4-CBA, acaba agindo como um terminador de cadeia na polimerização do PET, e isto dificulta a obtenção do grau de polimerização (DP = 150) de maneira desejável para fabricação de embalagens.
É muito complexo o processo de separação do TPA e do 4-CBA levando-se em conta o fato das estruturas dos mesmos serem similares.Dissolvendo o TPA em água e partindo para uma hidrogenação com um catalisador de Pd/C, contornou-se este problema.
A empresa do Grupo Mossi & Ghisolfi (M&G), produz PET exclusivamente a partir do processo de esterificação direta. Esta empresa é Líder do mercado Sul-americano de produção de PET para embalagens e fibras para indústria têxtil.
A esterificação direta é uma reação heterogênea e autocatalítica, dispensando a adição de catalisadores.
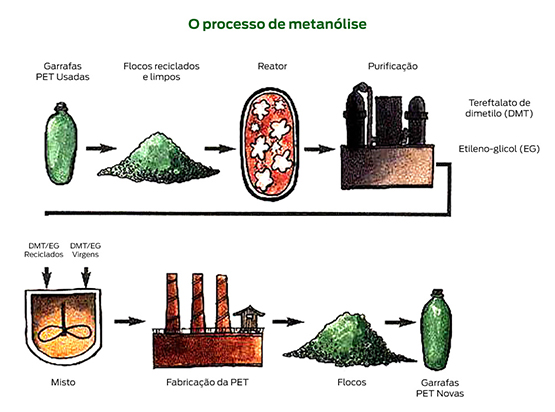
Reação de transesterificação
Na transesterificação o reator é carregado com DMT:EG (razão molar = 1: 2,1 - 2,3) e catalisadores na temperatura entre 170-210 °C. O metanol liberado durante esta reação é coletado em um receptor, o que permite estimar a extensão da reação. Ao cessar a destilação do metanol, a reação dá-se por completa e obtem-se o BHET com um grau de polimerização entre 25 e 30.
Policondensação
Na policondensação o BHET é aquecido gradualmente a 280 °C posteriormente a etapa de pré-polimerização, onde foi sintetizado. Durante o período do aquecimento a pressão interna do reator é reduzida para valores abaixo de 1,3 × 102 Pa e, por consequência, o grau de polimerização é elevado para 100. Para as duas etapas preliminares, estima-se um tempo reacional que pode variar de 5 a 10 horas. O subproduto obtido é o EG.
Nas fibras têxteis, podemos utilizar o pet produzido passando apenas por estas duas etapas de síntese. (pré-polimerização e policondensação),pois o produto não requer elevado esforço mecânico e nem sequer propriedades reológicas intermediárias. Isto torna o PET grau têxtil mais barato porque é obtido pelo processo que consiste de uma etapa a menos que na produção de PET grau garrafa.
Já na policondensação, os polímeros obtidos possuem uma massa molar em torno de 33.000 g.mol-1, pois com o aumento da viscosidade do material há uma dificuldade na difusão do EG e, como consequência, uma redução na taxa de reação. Dentro destas condições podem ocorrer reações de degradação competindo com a polimerização. Faz-se necessário realizar uma nova etapa para a obtenção de um polímero com elevada massa molar, a polimerização no estado sólido.
Polimerização no estado-sólido
A reação(SSP), como é conhecida, é feita a uma temperatura entre a temperatura de transição vítrea e a temperatura de fusão. Se utiliza para produzir o PET com alta massa molar (>30.000 g.mol-1). Este PET é produzido para utilização em embalagens de bebidas carbonatadas, por exemplo.
A reação SSP é realizada a 220-230 °C por um período entre 10 e 30 horas. O que se ressalta de mais importante na reação da SSP, é o aumento do grau de cristalinidade do material. Isto deve ocorrer em um intervalo de tempo curto e sob alto vácuo. Também pode ocorrem em um sistema de atmosfera inerte, sob agitação, para que se evite o processo de sinterização, quando as partículas começam a aderir umas as outras. Caso iso ocorra, os flakes grudam nas paredes do reator podendo causar danos.
Aditivação
São utilizados alguns aditivos para polímeros, os mais comuns são: plastificantes, estabilizantes térmicos, anti-UV e antioxidantes. Tem se identificado aditivos em PET grau-alimentício,tais como: ácidos graxos, o antioxidante di-terc-butil-4-hidroxitolueno, ftalato de di-2-etilhexil, dietila, dibutila, diosooctil e plastificantes como adipato de bis-2-etilhexil, entre outros, por exemplo os que formam barreira à luz.
Catalisadores
Existe uma grande variedade de compostos inorgânicos que apresentam atividade catalítica para a produção do PET nas etapas de transesterificação e policondensação. O Sb2O3 (oxido de antimônio) é o catalizador mais utilizado. Ele apresenta boa estabilidade química na presença de estabilizantes a base de fósforo e tem baixo custo.A cor do produto final também é um ponto importante.
Outro catalisador de uso é o óxido de germânio ; porém seu custo elevado inviabiliza o consumo na produção industrial, mesmo este apresentando uma melhor atividade catalítica em relação ao antimônio.
A Europa e a Ásia analisam o uso dos catalisadores a base de antimônio na fabricação do PET, uma vez que resíduos foram encontrados em produtos finais de embalagens de alimentos, o que pode ocasionar risco a saúde pública. Com esta preocupaçãocresce a pesquisa para que se encontre catalisadores alternativos para a produção do PET.
Existem os catalisadores a base de titânio porém, primeira geração, com a desvantagem de afetar a transparência com a formação de bruma, devido a decomposição de alcóxicos em oxoalcóxicos por serem propensos a reações hidrolíticas. Na matriz polimérica é comum encontrarmos a presença de estabilizantes a base de fósforo e o catalisador a base de titânio é desativado na presença deste estabilizante, o que é mais um ponto negativo.Outra desvantagem era a desativação do catalisador na presença de estabilizantes a base de fósforo, comumente presentes na matriz polimérica.
Foram desenvolvidos novos sistemas catalíticos a base de titânio tais como tetrabutóxido de titânio (Ti (OC4H9)4), C 94 (mistura de TiO2/SiO2, a uma razão de 9/1 wt. %) e complexos de Ti-P,isto otimizou muito algumas das propriedades do produto final como a transparência, por exemplo, que era antes um ponto crítico, a taxa reacional, houve também um aumento na atividade catalítica, e a quantidade de catalisador a ser utilizada com o tetrabutóxido de titânio é reduzida para 10-30microg.kg-1em relação aos catalisadores a base de antimônios que são utilizados nas quantidades de 250-300 microg.kg-1.
Copolimerização
Os co-polímeros são obtidos quando usamos dois ou mais co-monômeros. Existem propriedades intrínsecas do material mas que são indesejáveis. Para que possamos minimizá-las empregamos a técnica de copolimerização. No PET temos algumas propriedades que necessitam da utilização desta técnica, tais como: baixa capacidade de tingimento, sua carga estática e a baixa adesão a metais.
Alguns dos co-monômeros usados na sítese do PET são: 1,3-propanodiol, 1,4-butanodiol, ácido isoftálico, ácido 2,6-naftalenodicarboxílico, ciclohexanodimetanol e dietileno glicol. Com a finalidade de retardara taxa de cristalização quando ocorre a etapa de estiramento-sopro, e também com o objetivo de aumentar as propriedades mecânicas e de barreira a gás do material se realiza a co-polimerização.
Os co-monômeros isoftalato de etileno e ciclohexanodimetanol possuem a propriedade de diminuir a temperatura de transição vítrea e a temperatura de fusão (de 4 a 12 °C) e como efeito causa a redução da cristalinidade. Eles também causam a redução da permeabilidade a gases e não afetam as demais propriedades, ideal para embalagens alimentícias.
Processos de Degradação do Pet
Dependendo do tipo de co-monômero, a cinética de degradação do PET e os mecanismos que o degradam serão afetados. No processo de reciclagem, a degradação afeta o produto final reciclado.
Quando se faz uma reciclagem mecânica, por exemplo, o ideal é manter as propriedades intrínsecas do material original.
Vários fatores podem dar início a degradação, tais como: cisalhamento, calor, oxidação, resíduos de catalisador, etc.
Degradação Termomecânica
Quando um polímero sob aquecimento é submetido ao cisalhamento, ocorre a degradação termomecânica. Reações de cisão ocasionam formação de grupos vinílicos e carboxílicos.
A temperatura de fusão do PET é de aproximadamente 280ºC, porém normalmente a temperatura do processamento é superior à de fusão do PET e isto pode ocasionar a degradação pela eliminação dos grupos terminais lábeis (vinílicos e hidroxílicos).
A formação de compostos com baixa massa molar, pode ser atribuída a perda dos grupos hidroxílicos e vinílicos. Este composto pode ser o acetaldeído formando-se basicamente:
- A partir de grupos terminais hidroxila e vinílicos
- Reações de quebra da cadeia principal
- Via formação de novos grupos terminais(geração de acetaldeído)
O acetaldeído formado a 280ºC diminui em função do tempo devido principalmente duas fontes responsáveis por sua geração diminuírem com o tempo, acabando por conduzir a cisão da cadeia principal e deixando de gerar diretamente o acetaldeído.
Após este processo, aumenta a concentração de grupos de terminais ácidos. Isso se deve a formação de monômeros e oligômeros gerados como produtos de degradação não voláteis. Eles podem atuar como catalisador no processo de degradação química do PET.
As propriedades do PET tem um limite para serem mantidas. Não se deve ultrapassar três ciclos de reprocessamento pois, as propriedades mecânicas sofrem mudanças drásticas tornando-o quebradiço e duro.
O índice de viscosidade intrínseca é usado como parâmetro para avaliar o comportamento da massa molar do PET. Ele pode ser analisado em função aos processos de degradação. O valor de VI ideal do PET aceito para o processo de injeção-sopro é de 0,73 dLg¹, Após três ciclos de reciclagem este índice cai para 0,78 a 0,60 dLg¹.(-)
Degradação Termo-oxidativa
Esta degradação ocorre quando há calor e oxigênio, o que resulta na formação de grupos cromóforos. Os mesmos são responsáveis pelas variações de cor. De acordo com o tempo de aquecimento, o PET reprocessado, apresenta uma variação de cor e vai se tornando amarelo escuro até mesmo marrom. Para utilização em embalagens onde a propriedade óptica é exigida, este fenômeno deve ser evitado.
Durante o processo de polimerização por condensação ou durante o reprocessamento do PET, ocorrem reações laterais como as reações hidrolíticas, a formação de oligômeros(de ciclização), formação de acetaldeído e de dietileno glicol.
Acetaldeído
Quando em sua síntese o PET é submetido ao tratamento térmico em uma elevada temperatura, formam-se grupos finais ésteres vinílicos e carboxílicos . Estes grupos combinados geram subprodutos álcoois vinílicos, podendo existir em sua forma tautomérica, ou seja, como acetaldeído.
Oligômeros
Oligômeros cíclicos se formam em reações de ciclizações. Eles são responsáveis por afetar as propriedades físicas dos poliésteres e na indústria de fibras têxteis causam problemas no tingimento e fiação. Se usado o clorifórmio, dioxano, diclorometano e Xileno em conjunto com o extrator Soxhlet, é possível extraí-los do PET. Porém este processo de remoção não comumente se realiza durante a síntese do PET devido ao custo e a inviabilidade ambiental.
É possível que esses oligômeros cíclicos se formem pelas reações de intertroca dos grupos ésteres, podendo ser também entre as cadeias poliméricas.
Pode-se reverter a reação submetendo estes compostos a uma temperatura entre 275-310ºC, e utilizando-se de catalisadores (Sb2O3), onde os mesmos seriam convertidos a PET.
Estes produtos podem catalisar o processo de degradação. A indústria se preocupa pois apresentam massa molar inferior a 2.500 g.mol(-1[66]) gerando a possibilidade de migrar para o alimento já embalado.
(DEG) Unidades de Dietileno Glicol
O DEG também é um subproduto da síntese do PET, conforme dito anteriormente. È formado pela desidratação das cadeias dos grupos terminais éster 2-hidroxietila, dando origem a uma nova ligação éter.Como o produto acabado possui normalmente unidades de dietileno glicol distribuídasde maneira aleatória em sua cadeia polimérica, pode-se introduzir substâncias alcalinas afim de reduzir essas unidades. Estas atuariam suprimindo o próton, porém não sendo possível evitar em sua totalidade a formação do DEG devido ao seu favorecimento diretamente ligado a fatores como temperatura e tempo.
O tereftalato de dietilenotambém afeta as propriedades físico-químicas do material, pois durante o processamento do PET, o grau de flexibilidade das cadeias é aumentado pelos grupos éter o que gera um atraso no processo de cristalização e consequentemente reduz a cristalinidade do material. Ainda com relação as unidades de DEG, pode ocorrer degradação termo-oxidativa durante o reprocessamento do PET. Este fato não depende de sua concentração na matriz polimérica.
Seguem abaixo os processos de degradação termo-oxidativa que ocorrem nas unidades do DEG e que podem promover a alteração da cor do PET:
- ligações éter afetadas pela oxidação térmica
- formação de radicais peróxidos
- abstração do hidrogênio do grupo éter (propagação)
- OOPET são convertidos em grupos hidroperóxidos
- Decomposição do hidroperóxido
- Geração de radicais hidroxila OH
- OH substituem os hidrogênios do anel aromático
- Formam-se compostos dihidroxilados
- Indução da formação de estruturas tipo quinona
- Estruturas tipo quinona incorporadas na cadeia do PET causam rápida mudança de cor.
Um outro mecanismo que envolve as unidades de DEG, tem como base a degradação térmica do poli(tereftalato de dietileno),PDEGT:
Grupos éter presentes na cadeia promovem ataques nucleofílicos intamoleculares.
Os grupos éter possuem alta mobilidade e quando combinados a elevada temperatura de reprocessamento e densidade eletrônica que superam os grupos hidroxílicos vinílicos presentes na cadeia, causam o aumento do índice de EG que compõe a cadeia do PDEGT remanescente, formando-se assim compostos de baixa massa molar como oligômeros cíclicos, e éteres cíclicos(epóxidos).